基于数据拟合的激光焊接焊缝图像表面缺陷检测
来源:斯诺克录像回放 发布时间:2024-01-10 12:56:28缺陷检测的实验研究。首先采用高斯拟合法提取出具有亚像素精度的激光条纹图像中心线;然后通过最小二乘法拟合出2条直线条二次曲线,求直线和二次曲线的交点以获得精确的
激光聚焦后光斑直径小、单位体积内的包含的能量高,因而激光焊接具有焊缝深宽比大、热影响区窄、焊接速度快和焊缝美观等特点。但激光焊接对焊接接头装配精度和间隙的要求也非常高,激光焊接焊缝易出现咬边缺陷。并且,在激光焊接过程中因激光功率、光束特性、离焦量和焊接速度等参量的变动会出现焊缝凹度或凸度缺陷。在汽车行业,激光拼焊板的焊缝表面缺陷会影响到汽车的美观性和耐用性;而在钢铁行业带钢轧制过程中,焊缝凸度缺陷将直接影响到轧辊的常规使用的寿命,而焊缝凹度缺陷更会导致带钢焊缝处断裂迫使生产中断。因此,研究激光焊接焊缝质量表面缺陷检验测试技术就显得很重要。
激光焊接质量检验方法主要有3种:通过无损害地进行检测手段检测焊后焊缝应力集中和内部气孔缺陷;通过检验测试激光焊接过程中出现的熔池和小孔形态评估焊缝质量;通过结构光视觉检测焊后焊缝表面缺陷。结构光视觉方法检验测试焊后焊缝表面特征,可直接检测出焊缝表面的凹度、凸度和表面气孔等缺陷,具有快速性、实时性、检测精度高等明显优势。
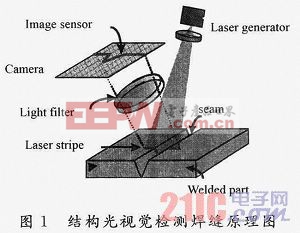
结构光视觉检测系统主要由线激光器和CCD相机构成。线激光器打出的光平面投射到焊缝表面被调制形成激光条纹。CCD相机采集到变形激光条纹的图像后,通过一系列分析激光条纹的特征,对焊缝的焊接质量做出判定,结构光视觉检测原理如图1所示。为了尽最大可能避免背景及激光焊接强光的干扰,可在摄像机镜头前安装一个滤光片。为完成焊缝质量检验任务,需要先建立基于透视投影变换的结构光视觉检测模型并标定相关参数。
精确提取激光条纹的中心线是结构光视觉检测图像处理关键的一步。高斯法提取激光条纹的中心主要是利用了激光条纹光强分布近似服从高斯分布的特性,在激光条纹法线方向拟合高斯曲线,求出极值点位置作为条纹中心。高斯拟合提取激光条纹中心算法如下:
(1)求激光条纹极大值图像fb。设图像函数为f(m,n)。其中m,n分别为图像的行和列;f(m,n)为图像像素在(m,n)处的灰度值。按条纹法线方向逐列搜索灰度极大值fmax,以fmax为阈值对焊缝图像二值化处理得图像fb,通过滤波去除伪极大值得到图像fc。
(2)边缘取中提取条纹近似中心。提取图像fc第j(j=1,2,,n)列2个边缘所在的行为x,y,把位置((x+y)/2,j)作为条纹近似中心,该点像素灰度值的赋值为零,该点所在列其他像素灰度值的赋值为1,得到单像素中心线)高斯拟合求取条纹中心亚像素坐标。对于条纹图像的j列元素,以[i-s/2i+s/2)]行为X向量,以[(i-s/2,j)(i+s/2,j)]的灰度值为Y向量;i为图像fd单像素中心线j列对应的行位置;s为向量s第j列对应的元素,表示激光条纹j列位置对应的激光条纹宽度值,采用高斯拟合曲线求解方程组,确定条纹中心亚像素位置(xi,j)。
